HGHY TB40C Egg Carton Labeling Machine — Quick Answer Summary
The HGHY TB40C is a glue-based automatic labeling machine designed for pulp molded egg cartons. It runs at 1,200 to 1,500 cartons per hour and supports 6+6, 10, 12, and 18-egg carton formats, with a maximum compatible carton length of 304 mm.
System components: automatic feeding and separating system, automatic conveying system, glue labeling system, internal printing module, internal labeling module, automatic stacking system, and centralized electrical control.
Modular design: internal printing and labeling modules allow quick assembly and switching between functions. Label dispensing accuracy: ±1 mm. Overall dimensions: approx. 8,500 mm × 1,970 mm × 1,820 mm.
What Is the HGHY Egg Carton Labeling Machine?
The HGHY TB40C is a fully automatic glue-applying and labeling machine built specifically for pulp molded egg cartons. It takes stacked, unlabeled cartons at the input and delivers labeled, re-stacked output at the other end — without manual handling between those two points. The machine runs at 1,200 to 1,500 cartons per hour and is designed to support the four carton formats most common in commercial egg packaging: 6+6, 10, 12, and 18-count.
What distinguishes the TB40C from a general-purpose labeling machine is that it was developed specifically for pulp molded substrates. Pulp molded cartons are porous, dimensionally variable, and structurally fragile compared to plastic or glass containers. A machine designed around those properties — with appropriate feeding, conveying, and adhesive application systems — performs differently than a repurposed bottle labeler running egg cartons.
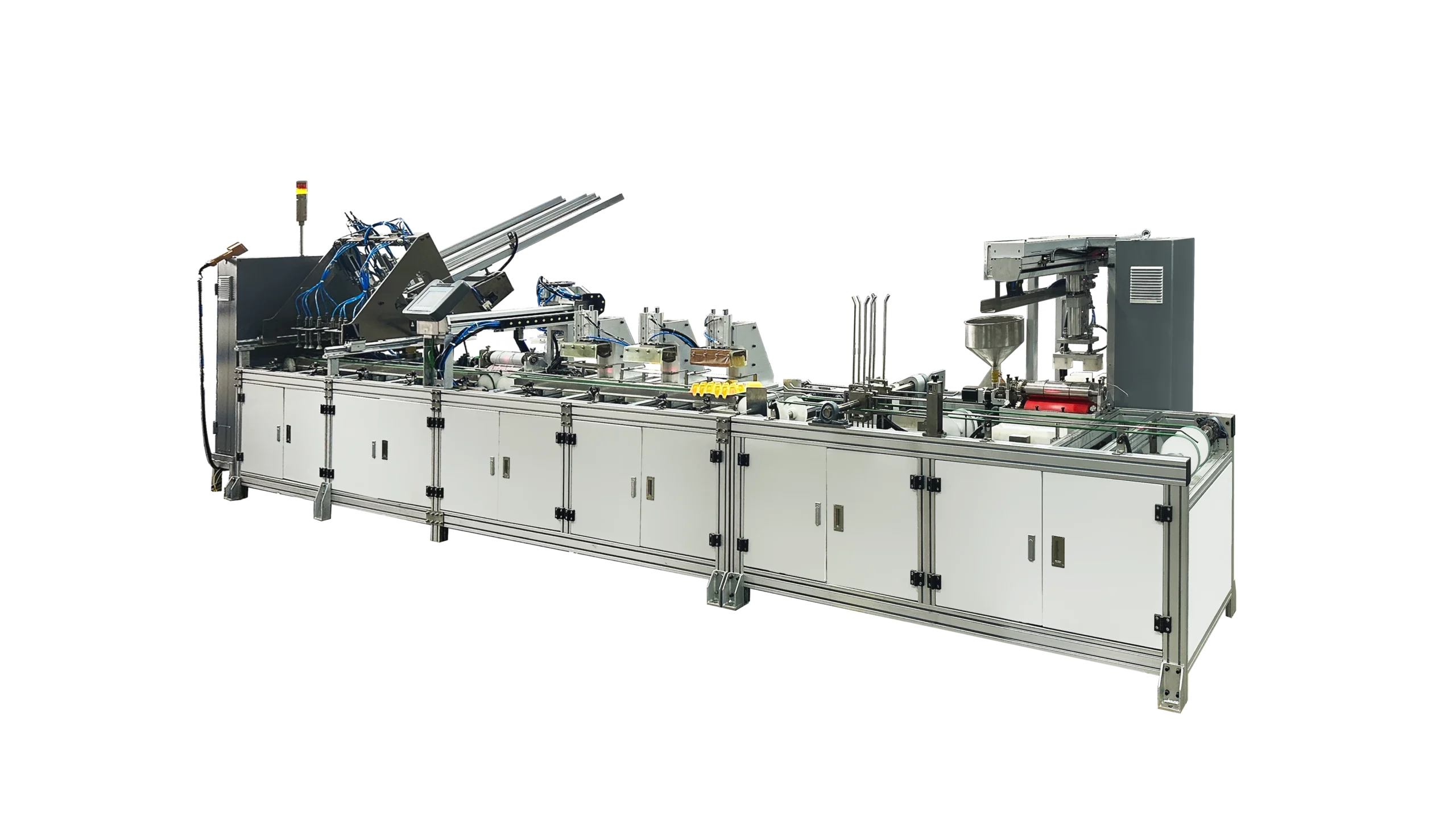 HGHY TB40C Glue Applying and Labeling Machine — automatic feeding, glue labeling, integrated printing module, and stacking in a single 8,500 mm production line.
View Product Details →
HGHY TB40C Glue Applying and Labeling Machine — automatic feeding, glue labeling, integrated printing module, and stacking in a single 8,500 mm production line.
View Product Details →
Glue-Based Labeling
Glue application method ensures strong, reliable adhesion on the porous surface of pulp molded cartons — ±1 mm label dispensing accuracy.
Multi-Format Changeover
Supports 6+6, 10, 12, and 18-egg carton formats. Format switching requires adjusting the labeling system, mold conveyor, and suction feeding unit — no full retooling.
Integrated Printing Module
Internal printing and labeling modules use a modular design, allowing quick assembly and function switching — print-and-label in a single pass.
How It Works: The Automated Labeling Sequence
The TB40C processes cartons through six integrated stages, each handled by a dedicated subsystem. The sequence runs continuously; the operator loads stacked cartons at the input and collects labeled stacks at the output.
Automatic Feeding and Separating
Stacked egg cartons are loaded into the feeding unit, which separates them one by one using a suction-based mechanism. The suction feeding system is adjustable to accommodate different carton formats and weights, ensuring clean single-carton separation without tearing or deforming the pulp surface.
Automatic Egg Carton Conveying
Separated cartons are transferred to the conveying system, which moves them at controlled speed through the labeling station. The mold conveyor component is adjusted during format changeovers to position each carton correctly relative to the labeling head — carton geometry determines the target label placement, and the conveyor ensures consistent presentation.
Glue Application and Label Dispensing
The glue labeling system applies adhesive and places the label on the carton lid. Dispensing accuracy is held to ±1 mm at the labeling head. The glue application method is used rather than pressure-sensitive self-adhesive because glue bonds more reliably to the open fiber structure of pulp molded cartons — particularly across temperature transitions in cold-chain distribution.
Internal Printing (Optional / Modular)
The TB40C's internal printing module can apply variable data — production date, lot number, best-before date — in the same pass as the label. The printing and labeling modules are modular, meaning either or both can be configured depending on the line's requirements. A facility that needs date coding but handles brand labeling upstream can configure the machine accordingly.
Internal Labeling Module
For operations that require a label on the interior of the carton lid — nutritional information, QR codes, retailer-specific data — the internal labeling module handles this in the same machine pass. Like the printing module, it is part of the modular assembly and can be configured or bypassed based on the specific labeling requirements of each product run.
Automatic Stacking and Electrical Control
Labeled cartons are automatically counted and re-stacked at the output. The centralized electrical control system manages all subsystems from a single interface, monitoring conveyor speed, labeling head position, and stacking count. Operators can adjust parameters and monitor the production status without intervention in the mechanical process.
Technical Specifications
The TB40C's specifications are drawn from the HGHY product page. These figures cover standard operating conditions on pulp molded carton formats within the machine's supported range.
| Parameter | Specification |
|---|---|
| Equipment Name and Model | TB40C Glue Applying and Labeling Machine |
| Production Capacity | 1,200 – 1,500 pcs / hour |
| Overall Dimensions | Approx. 8,500 mm × 1,970 mm × 1,820 mm |
| Labeling Method | Glue application method |
| Label Dispensing Accuracy | ±1 mm |
| Maximum Egg Carton Length | 304 mm |
| Applicable Product Types | 6+6, 10, 12, and 18-egg cartons |
| Modular Design | Internal printing and labeling modules — quick assembly and function switching |
| System Components | Automatic feeding & separating, conveying, labeling, printing module, internal labeling module, stacking, electrical control |
At 8,500 mm in length, the TB40C requires deliberate floor space planning when integrating with an existing egg carton production line. The machine is designed as a standalone downstream unit — cartons can be fed from a direct conveyor link with the forming line or loaded manually by stack from storage.
Format Compatibility and Changeover
The TB40C supports four egg carton formats in common commercial use: 6+6 (the two-row bi-fold typically used for a dozen eggs), 10-count, 12-count, and 18-count. Maximum supported carton length is 304 mm, which covers the full range of standard retail and wholesale egg carton dimensions.
Format switching is achieved by adjusting three components: the labeling system, the mold conveyor, and the suction feeding unit. This is a parameter and position adjustment rather than a full mechanical retooling. For facilities running multiple SKUs — a common situation for egg packers supplying both retail and food service channels — the ability to change formats without extended downtime is a meaningful operational advantage.
The maximum carton length of 304 mm is a hard constraint worth checking against specific product dimensions before committing to the machine. Cartons at the upper end of the 18-count format should be confirmed against this limit.
Switching formats on the TB40C requires adjusting the labeling system alignment, repositioning the mold conveyor to match the new carton dimensions, and setting the suction feeding unit for the new carton weight and geometry. The modular design of the printing and labeling modules means those components switch independently of the mechanical changeover — they can be reconfigured to match the new format's label position without disassembling the wider machine.
Modular Printing and Labeling Design
The TB40C's internal printing and labeling modules are built on a modular architecture, which is more significant than it might appear. Most automatic labeling machines fix the print-and-label function into the machine design — changing what the machine prints or where it labels means hardware modification or replacement. The TB40C's modular approach separates those functions from the core machine, so either module can be assembled, configured, or bypassed independently.
In practice, this means the same machine can be configured to label only, print and label, print only, or apply an internal label in addition to or instead of an external one — by assembling or removing the relevant modules rather than ordering a different machine. For egg packers whose retail customers have varied labeling requirements, or who supply both branded and private-label channels from the same production line, this flexibility reduces the equipment investment required to serve multiple market requirements.
External Label Module
Applies brand label to the outer lid of the egg carton. Dispensing accuracy ±1 mm. Glue application method ensures adhesion on porous pulp surfaces.
Internal Print Module
Applies variable data — date codes, lot numbers, best-before dates — in the same machine pass as labeling. Configurable independently of the labeling module.
Internal Label Module
Places a label on the interior of the carton lid — nutritional panels, QR codes, retailer-specific data. Can be used alongside or in place of the external label module.
Glue Application on Pulp Molded Surfaces
The choice of labeling method is not incidental. The TB40C uses glue application rather than pressure-sensitive self-adhesive labels, and on pulp molded cartons specifically, that choice has technical reasoning behind it.
Pulp molded surfaces are porous — the same open fiber structure that drains water during vacuum forming presents a challenge for adhesive bonding. A pressure-sensitive label relies on contact pressure to activate a pre-coated adhesive layer. On a smooth, non-porous surface like plastic or glass, this works well. On a pulp molded carton, the adhesive contacts the peaks of the fiber surface rather than a solid substrate, reducing the bonding area and increasing the risk of corner lift during handling or temperature cycling.
Glue application works differently. The adhesive is applied in a liquid state and penetrates slightly into the fiber surface before setting, creating a mechanical bond with the substrate. This performs more reliably on pulp molded cartons across the temperature transitions that egg cartons encounter in cold-chain distribution — from production at ambient temperature, through refrigerated storage and transport, to retail display.
Egg cartons routinely transition from cold storage to ambient temperature at retail, causing condensation on the carton surface. Glue-based bonds, once set into the fiber structure, maintain integrity through this cycle more reliably than pressure-sensitive adhesives on porous substrates — which is why purpose-built egg carton labelers like the TB40C use glue application rather than the self-adhesive format common on bottle and box labelers.
Line Integration
The TB40C is designed to operate as a standalone downstream unit within an egg carton production line, positioned after the forming, drying, and optional hot-pressing stages and before final bagging, boxing, or palletizing.
Two integration configurations are common. In a fully inline setup, the labeling machine receives cartons directly from the end of the forming and drying line via a connecting conveyor, running continuously at a pace matched to the upstream equipment. In a standalone configuration, cartons are accumulated in stacks from the drying line and loaded into the TB40C's feeding unit in batches. The standalone approach is more flexible — it allows the labeling machine to buffer against temporary upstream slowdowns and can serve multiple forming lines — while inline integration reduces handling and is the more efficient option for high-volume single-line operations.
At 1,200 to 1,500 cartons per hour, the TB40C is designed to keep pace with the output of mid- to high-capacity egg carton forming lines. Facilities running at the upper end of rotary forming machine capacity may need to evaluate whether a single TB40C is sufficient or whether two labeling machines in parallel are required to handle peak output.
| Integration Factor | Inline Configuration | Standalone Configuration |
|---|---|---|
| Carton feeding | Direct conveyor from forming line | Manual stack loading by operator |
| Upstream buffer | None — pace matched to forming line | Stack storage provides buffer |
| Multi-line capability | Single line only | Can serve multiple forming lines |
| Handling steps | Fewer — no intermediate stacking | Additional stacking and loading step |
| Best suited for | High-volume single-line operations | Flexible or multi-line facilities |
Frequently Asked Questions
The TB40C supports 6+6, 10, 12, and 18-egg carton formats. Format switching is achieved by adjusting the labeling system, mold conveyor, and suction feeding unit. The maximum compatible egg carton length is 304 mm — carton dimensions should be confirmed against this limit before configuring the machine for a specific format.
The TB40C uses a glue application labeling method. Glue bonds more reliably to the porous fiber surface of pulp molded cartons than pressure-sensitive self-adhesive labels, particularly across the temperature transitions egg cartons encounter in cold-chain distribution. Label dispensing accuracy is ±1 mm.
The TB40C operates at 1,200 to 1,500 egg cartons per hour. This range covers mid- to high-capacity egg carton forming line output. Facilities running at the upper end of large-format rotary forming machines should confirm whether a single TB40C unit is sufficient to handle peak output or whether two machines in parallel are required.
Yes. The TB40C includes an internal printing module as part of its modular design. The printing module and labeling module can be assembled, configured, or bypassed independently — allowing the machine to be set up for labeling only, printing only, or combined print-and-label operation depending on the production run's requirements.
The TB40C measures approximately 8,500 mm × 1,970 mm × 1,820 mm. The 8,500 mm length requires deliberate floor space allocation when integrating the machine into an existing production line. HGHY can advise on layout configurations for inline or standalone installation.
Yes. The TB40C can be configured for inline operation, receiving cartons directly from the forming and drying line via a connecting conveyor. It can also operate as a standalone unit fed by manual stack loading, which provides more flexibility for facilities serving multiple forming lines or managing variable production schedules.

