In pulp egg tray and egg box production lines, the forming system is the true heart of the entire process. Whether using rotary or reciprocating forming technology, the final product’s forming speed, wall thickness uniformity, structural strength, and production yield are largely determined by three critical engineering factors:
vacuum forming efficiency, pressure control during dewatering, and mold drainage hole design.
This section explains how these elements work together and how they directly affect forming efficiency and product quality in industrial pulp molding.
1. Vacuum Forming System: The Key to Fast Forming and Uniform Fiber Distribution
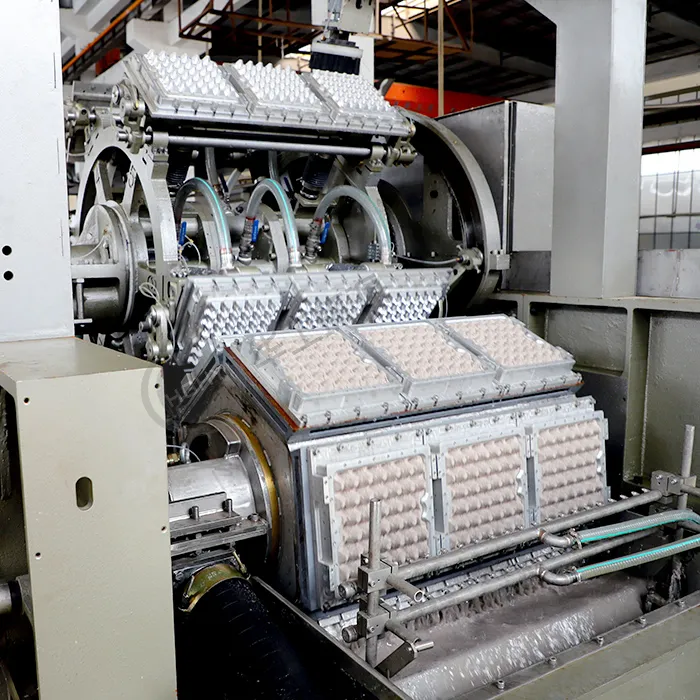
During the wet forming stage, the mold is submerged into the pulp slurry, and the vacuum system immediately applies negative pressure, drawing fibers onto the mold surface while removing water to create the initial shape.
Vacuum efficiency directly influences:
Fiber Capture Speed
Insufficient vacuum results in slow fiber deposition and longer forming cycles.
A stable and responsive vacuum system allows fibers to attach rapidly, significantly reducing forming time per cycle.
Wall Thickness Uniformity
Uneven vacuum distribution causes thin edges and overly thick bases.
Proper vacuum zoning and balanced pipeline design ensure consistent suction across the entire egg tray or egg box surface.
Surface Quality and Structural Foundation
Even fiber deposition creates a stable structure that improves demolding, drying performance, and downstream hot-pressing results.
Engineering insight:
High-efficiency forming systems often use multi-stage vacuum control and fast-response vacuum pumps to prevent suction delays or pressure spikes that disrupt fiber distribution.
2. Pressure and Dewatering Control: Balancing Speed and Stability
Forming is essentially a dynamic balance between fiber deposition and water removal.
Improper pressure control leads to common production issues:
- Excessive suction → dense outer layers with high internal moisture
- Insufficient suction → extended forming time and reduced output
- Pressure fluctuation → inconsistent product weight and strength
An optimized forming pressure strategy typically includes:
- Rapid initial suction to establish product geometry
- Stable mid-stage vacuum for uniform fiber buildup
- Efficient final dewatering to reduce wet-blank moisture content
This approach not only improves forming efficiency but also reduces the energy load on drying and hot-pressing systems, lowering overall operating costs.
3. Mold Drainage Hole Design: The Most Overlooked Efficiency Factor
In practical production, mold drainage hole design—including hole size, density, and distribution—is often underestimated, yet it has a direct impact on forming speed and product consistency.
1. Hole Size and Density
- Holes too small → slow drainage and longer forming cycles
- Holes too large → fiber loss, rough surfaces, and weak structure
- High-quality egg tray and egg box molds are engineered with zone-specific hole design:
- Load-bearing base areas use higher hole density for strength
- Edges and columns use finer holes to maintain shape accuracy
2. Hole Distribution Logic
Efficiency is not achieved by “more holes,” but by strategic placement aligned with fiber flow and vacuum paths.
Proper distribution ensures:
- Rapid water evacuation
- Uniform fiber layering
- Stable product weight and thickness
3. Direct Impact on Forming Efficiency
Optimized drainage design can:
- Shorten forming time per mold
- Increase hourly output
- Reduce fiber loss without increasing vacuum power
4. Synergy of Vacuum, Pressure, and Mold Design
A high-performance pulp egg tray or egg box forming system is not about maximizing a single parameter, but about precise coordination between:
- Stable, fast-response vacuum systems
- Controlled, stage-based forming pressure
- Product-specific mold drainage design
When properly integrated, this synergy delivers:
- Higher production capacity
- Consistent product quality
- Lower energy consumption
- Higher yield rates
Conclusion:
In a complete Pulp Egg Tray & Egg Box Production Line, forming is far more than shaping wet pulp—it is an engineered efficiency system.
Mastering vacuum control, pressure management, and mold drainage design is the key to unlocking maximum productivity and consistent quality.
This is where high-end pulp molding equipment clearly differentiates itself from standard solutions.

